|
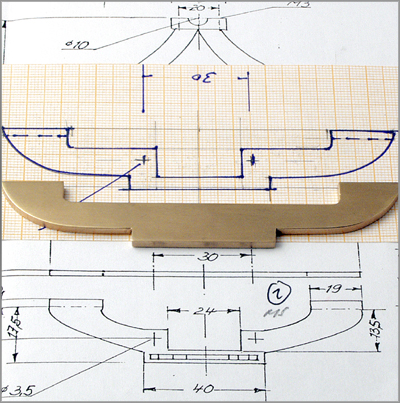
Der Sockel Nach überprüfen der Höhe des „S“ mit dem Höhenreißer hatte ich festgestellt, dass der Gusssockel nicht an allen vier Außenecken die gleiche Höhe hatte. Die unterschiedliche Distanz wurde notiert, der Sockel umgedreht und mit entsprechenden Unterlagen auf einer Spannplatte gespannt.
|
|
|
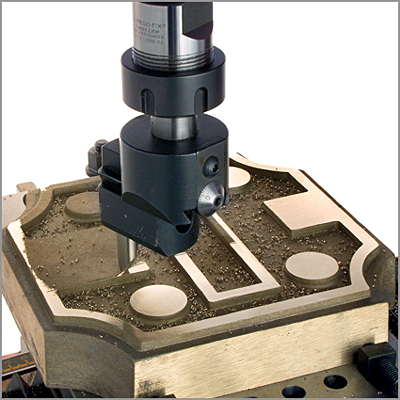
Mit einem auf maximale Ausladung gestellten Ausdrehkopf wurden Unter-
und Oberseite des Sockels plan gefräst. Vorher hatte ich die Soll- von
der Ist-Höhe abgezogen, das Ergebnis halbiert und beide Seiten auf
Endmaß
|
|
|
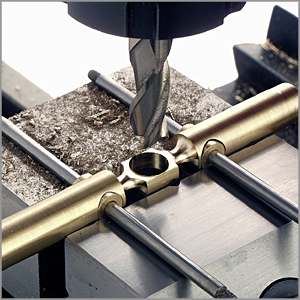
Nun wurden die Bohrungen im Sockel hergestellt. Zuerst nach Zeichnung gemessen und angerissen, dann aber für einen Bezugspunkt die X- und Y-Zustellung auf 0 gestellt und danach die einzelnen Bohrungen für den Zylinder und die Säulen nach Koordinaten, die ich mir vorher ausgerechnet hatte (und grob aufgezeichnet, die Anrisse dienten zur Kontrolle) angefahren, mit einem Zentrierbohrer markiert, gebohrt und, wo erforderlich, die Gewinde geschnitten. Gewinde schneide ich übrigens folgendermaßen auf der Fräse: Wenn das Kernloch gebohrt ist, wechsle ich zum Gewindebohrer, der, wie der Kernlochbohrer, in einer Spannzange gespannt ist. Ich senke ihn ab, schalte dann die Fräse auf minimale Umdrehung und stelle mit dem Zustellhebel Z gefühlvoll zu. Nach einigen Umdrehungen, bei denen das Gewinde geschnitten wird, schalte ich die Fräse aus, öffne die Spannzange, fahre Z nach oben und schneide das Gewinde mit einem Halter von Hand fertig. Hört sich für Puristen abenteuerlich an, aber es funktioniert - mit Gefühl.
|
|
|
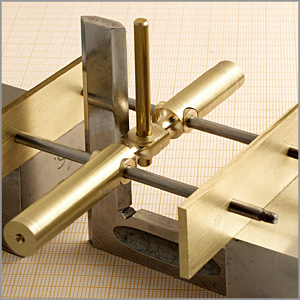
Um die gleichmäßige Höhe der Säulen zu überprüfen, wurde das "Gesamtpaket" auf die Fräse gespannt. Anschließend habe ich mit minimaler Zustellung und höchster Drehzahl die vier Säulen mit einem Fingerfräser einzeln oben überfräst. Viel war es nicht, ich wollte nur sicher sein Hier das Ergebnis.
|
 |
|
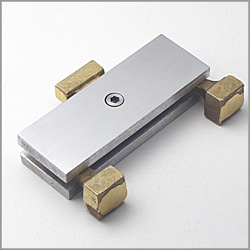
Die Portale ( Lagerböcke ) Um die Portale bearbeiten zu können, habe ich zwei 10/50/120mm Flachstangen aus Alu gerichtet. In der Mitte wurden sie mit einer versenkten Inbus Schraube versehen, damit ich jeweils ein Teil dazwischen klemmen konnte. Da sich die Stege der Gussteile nach oben leicht verjüngen, wurde dort auf beiden Seiten unterlegt, bis die Spannteile exakt parallel zueinander standen. |
|
|
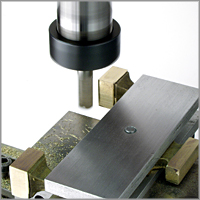
Im nächsten Schritt werden die Außenkanten der Sockel auf Maß gefräst. Durch Umschlagen konnten vier Seitenflächen bearbeitet werden.
|
|
|
Mit einem Fingerfräser dann in derselben Aufspannung die restlichen Flächen fräsen.
|
|
|
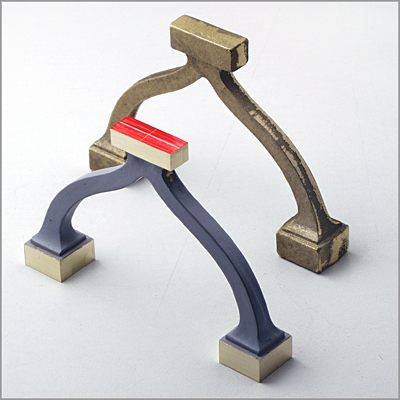
Um 180° im Schraubstock gedreht; konnte auf dieselbe Weise auch der obere Lagerkopf bearbeitet werden. Nachdem ich die Spannvorrichtung hochkant im Schraubstock gespannt hatte, wurde das Portal oben und unten auf Zeichnungshöhe gefräst. Dabei habe ich aber genau darauf geachtet, dass Sockelhöhe und Lagerunterteil nach Zeichnung stimmten, also nicht auf einer Seite zu viel weggefräst wurde, das womöglich auf der anderen Seite dann gefehlt hätte. Das Ganze war eine fortwährendes messen, mit leichtem Grummeln im Bauch, denn es waren ja zwei gleiche, sehr labile Teile, die genau zueinander passen mussten. Hier ist eines der Portale bearbeitet. Das Mittelteil wurde schon grundiert, um besser erkennen zu können, wo gespachtelt und geschliffen werden muss. |
|
|
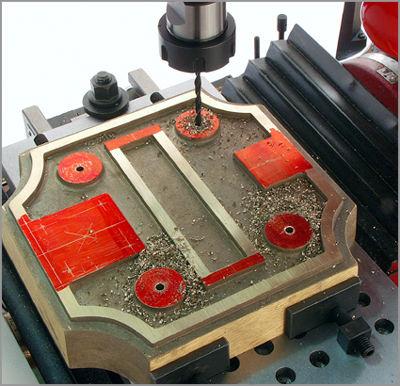
Nun kam wieder die Montageplatte auf den Kreuztisch der Fräse. Ein Portal wurde darauf platziert und unten mit zurückgefahrenen Spannschrauben gegen zwei eingesteckte Spanner geschoben. Damit die vorgesehenen oberen Spanner das Teil nicht auseinander drücken, wurde links und rechts noch je ein Spanner platziert. Das Oberteil, das schmaler als der Sockel ist, wurde unterlegt und mit einer Beilage gespannt. Jetzt war das Einfräsen der Ziernuten kein Problem mehr. |
|
|
Auf dem Foto sieht man sehr schön, wie solche labilen Teile auf der
Platte justiert werden können.
|
|
|
Die innen liegenden Nuten der Sockel konnte ich nicht ein fräsen. Feilen
war mir zu ungenau, also stoßen! Da kein Stoß-Stahl vorhanden war, ich
aber noch einen Rest eines 4x4mm Drehstahlrohlings hatte, wurde einer
gebaut. In die Stirnseite eines Rundmessings wurde eine Nut gefräst, der
Stahl eingelegt, ein Stück Messing über dem Stahl eingeklemmt, der Stahl
entfernt, das Stückchen eingelötet, der Außendurchmesser noch einmal
überdreht, axial ein Gewinde geschnitten und mit einer Madenschraube der
Stahl geklemmt. Der Bock musste nun natürlich, bedingt durch die Bauart
des Stoßwerkzeuges, höher gelagert werden. Das Stoßen klappte
vorzüglich und weil es so viel Spaß machte, habe ich auch gleich die
Außenseiten der Sockel gestoßen. Die Zustellung betrug anfangs nur 0,05mm. Ich bin dann aber, ohne Probleme zu bekommen, auf 0,1mm gegangen.
|
|
|
Nun kamen die Lagerdeckel an die Reihe. Für das hintere Portal war das ein leicht zu fräsendes, rechteckiges Stück Messing. Der vordere Deckel ist ein Gussteil, das gleichzeitig die Halterung für den Regler darstellt. Die Basis des Gussteiles muss dem Portalkopf angeglichen werden. Beide Teile werden durch Bolzen und Muttern miteinander verschraubt. Den Deckel mit dem Regleroberteil konnte ich nicht einfach zusammen mit dem Portalkopf bohren, da die "Brille" im Weg war. Also habe ich beide Teile in der Mitte längs und quer angerissen und habe von unten, von der Mitte aus, per Koordinaten die Abstände der Schraubenbohrungen angefahren. Der Portalkopf bekam ein Gewinde mit einem Gewindestift. Beide Teile können so problemlos miteinander verschraubt werden. Die "Reglerbrille" wird noch von beiden Seiten, in verschiedenen Ebenen, nach Zeichnung überfräst. |
|
|
Zuletzt die Wellenbohrungen . Im 4-Backenfutter gespannt, werden, die empfindlichen Flächen sind mit dünnem Kupferblech geschützt, sorgfältig zentriert, die Zentrierbohrung eingebracht, vorgebohrt und mit Innenbohrstahl ausgedreht.
|
|
|
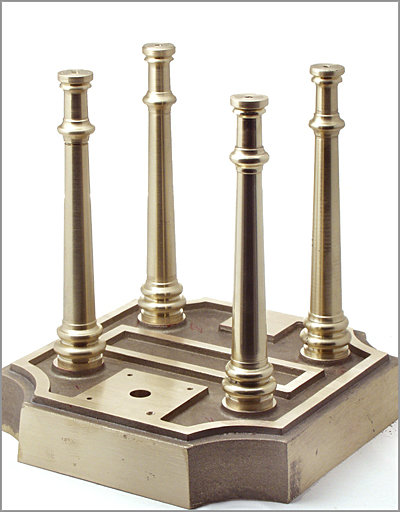
Und so sehen die auf den Säulen montierten Portale/Böcke mit einer provisorischen Welle aus.
|
|
|
Säulenverbindung (Traverse) und Kolbenstangenführung. Die Originalzeichnung der vorderen Traverse stimmte nicht mit den angegebenen Maßen überein (es gibt die Harkort I, die kleiner ist). Ich habe sie neu gezeichnet, um eine 1:1 Vorlage zu bekommen, diese auf eine 3mm Messingplatte geklebt und die Rundungen mit einem Uhrmachersägebogen ausgearbeitet, die Geraden mit der Kreissäge geschnitten, den Ausschnitt gefräst und das Teil mittels verschiedener Feilen fertig gestellt.
|
 |
|
Die Bohrungen für die Doppelführung der Kolbenstange auf der Traverse,
die sehr exakt sein müssen, damit später nichts klemmt, hatte ich
zurückgestellt. Sie werden erst nach der Montage des Zylinders
eingebracht, ebenso wie der Ausschnitt für die Schubstange. Nachdem ich in der Zwischenzeit den Zylinder mit dem oberen Deckel soweit fertig hatte, konnte der Abstand der Bohrungen vom Deckel auf die Traverse übertragen, vorgebohrt und gerieben werden (die Führungsstangen werden im Zylinderdeckel verschraubt!). Vorher fräste ich noch die Aussparung für die Schubstange. |
|
|
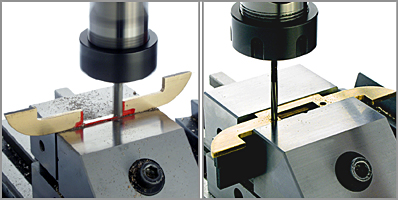
Nun kam ein Problem auf mich zu. Wie fertige ich die Kolbenstangenführung? Der Plan sieht vor, dieses Teil aus drei Segmenten zusammenzulöten. Dies wollte ich nicht unbedingt, denn aus Erfahrung wusste ich, dass die Präzision, die diese Führung erfordert, durch Mehrfachlöten nicht erreicht werden kann. Deshalb bin ich so vorgegangen: Ein Stück Messingrundmaterial Ø 10mm, von der Stange, wurde mit Überlänge abgesägt, um es auch noch in meinen Spannzangen spannen zu können. Beide Stirnseiten wurden geplant und vorzentriert. Als nächstes fertigte ich auf der Drehmaschine zwei Buchsen Ø7x10mm mit einer geriebenen Bohrung Ø 3,5mm. Diese Rohstange wurde im Schraubstock der Fräse auf einer Parallelunterlage gespannt. Mit einem Kantentaster habe ich an dem Teil, das die Backen überragte, den Nullpunkt der Stange eingestellt und per Digianzeige die Mittelachse angefahren. Anschließend wurden im Zeichnungsabstand mit einem 7mm Fräser die zwei Bohrungen für die Führungshülsen tauchgefräst (vorher Parallel-U. entfernt). Diese sind dann in die Bohrungen mit beidseitig gleichem Überstand eingeführt worden. Beim Prüfen der Abstände mit einer Lötlehre, wie sie das Bild zeigt und die ebenfalls präzise Bohrungsabstände besaß, zeigte sich, dass ich genau gearbeitet hatte.
|
|
|
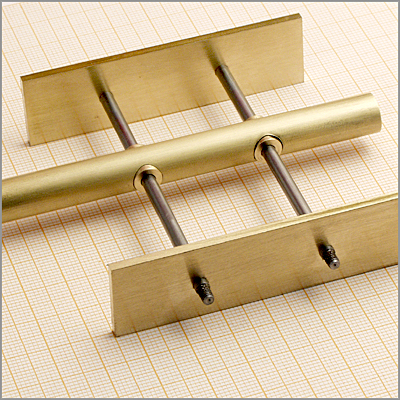
Die Buchsen wurden noch nicht eingelötet, die Abstände zur Kontrolle erneut vermessen. Ich musste so sorgfältig arbeiten, denn die beiden seitlichen Gleitstangen werden einerseits im oberen Zylinderdeckel, andererseits in den Bohrungen der Traverse verschraubt. Zudem soll die Kolbenstangenführung auch noch leicht gleiten und, möglichst ohne zu klemmen, spielfrei auf den Stangen laufen. |
|
|
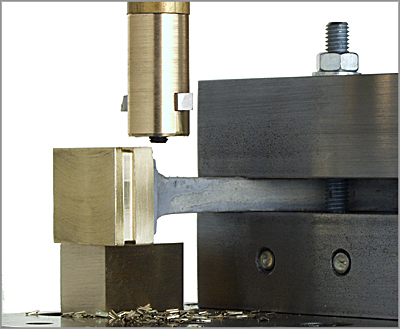
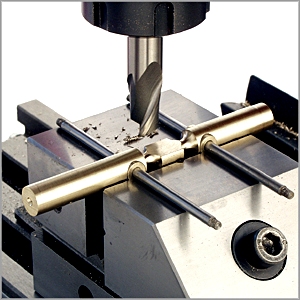
Die Rundstange spannte ich in eine Spannzange der Drehmaschine und mit Unterstützung durch den Reitstock drehte ich die Ziereinstiche mit einem 6mm Rundstahl frei Schnauze, aber, von der Mitte ausgehend, gleichmäßig auf beiden Seiten. Wieder auf der Fräse, wurde das Mittelstück, in dem eine Gabel der Schubstange gelagert ist, auf beiden Seiten auf Zeichnungsmaß minus 4/10mm gefräst. Da das Teil im Schraubstock nur an den beiden stramm sitzenden Buchsen gespannt werden konnte, wurden die zwei Führungsstangen in die Buchsen eingeführt. Damit hatte ich eine Lehre für die beiden zu fräsenden gegenüberliegenden Flächen, die auf den Schraubstockbacken auflag. Die Z-Zustellung war natürlich nur minimal. |
|
|
Die beiden Flächen habe ich, wie gesagt, mit Untermaß gefräst. Die Absicht: Aus optischen Gründen wollte ich einen Rund-Bund zeigen. Dazu wurde zentrisch eine 9mm Bohrung eingebracht und mit einer Buchse bestückt, die auf beiden Seiten überragte. Die Buchse, minimal kleiner als die Bohrung, bekam jeweils bei 90° auf dem Umfang zwei Körnerschläge. Sie saß nun stramm in der Bohrung und ich hatte einen Lötspalt.
|
|
|
|
|
|
Nach Einlöten der Buchse erfolgte wieder eine Rundumprüfung mit dem Messschieber, kleinem Haarwinkel und der gefertigten Lehre.
|
|
|
Die überstehenden Teile werden mit der Drehmaschine auf Mitte der Führungsbuchsen- bohrung abgestochen und angefast. Dann werden, wieder in der Lehre, die beiden Buchsen angelötet. Zum Abschluss wird das untere Teil, in dem die Kolbenstange verschraubt ist, gefertigt. Angelötet wurde es mit Castolin und einem Heißluftgebläse in montiertem Zustand, d.h. mit der Kolbenstange verschraubt, das Mittelteil in den beiden Führungen. Ich hoffe es hält. So sieht das Teil fertig und eingebaut aus, wobei das eigentlich bereits ein Vorgriff auf den bald folgenden Bericht über den Bau des Zylinders ist.
|
 |